
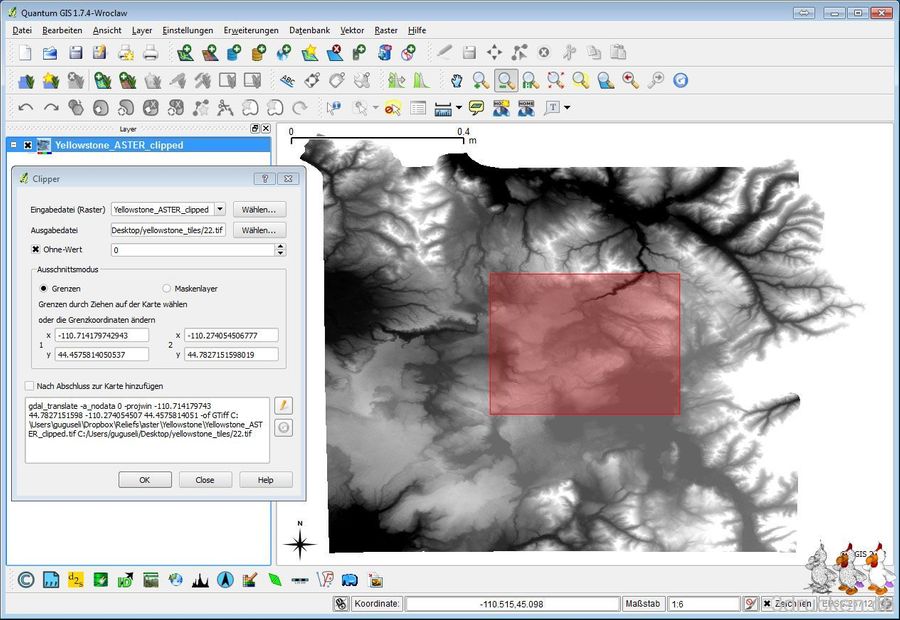
Weil wir wenig Chancen auf Erfolg beim Druck der erstellten Yellowstone-Reliefs sehen, zerschneiden wir mal die ASTER-Variante in 3×3 Teilstücke. Wir machen das auf der Basis des kompletten Yellowstone GeoTIFFs. Dazu verwenden wir in QGIS die Funktion [Raster].[Extraktion].[Clipper]
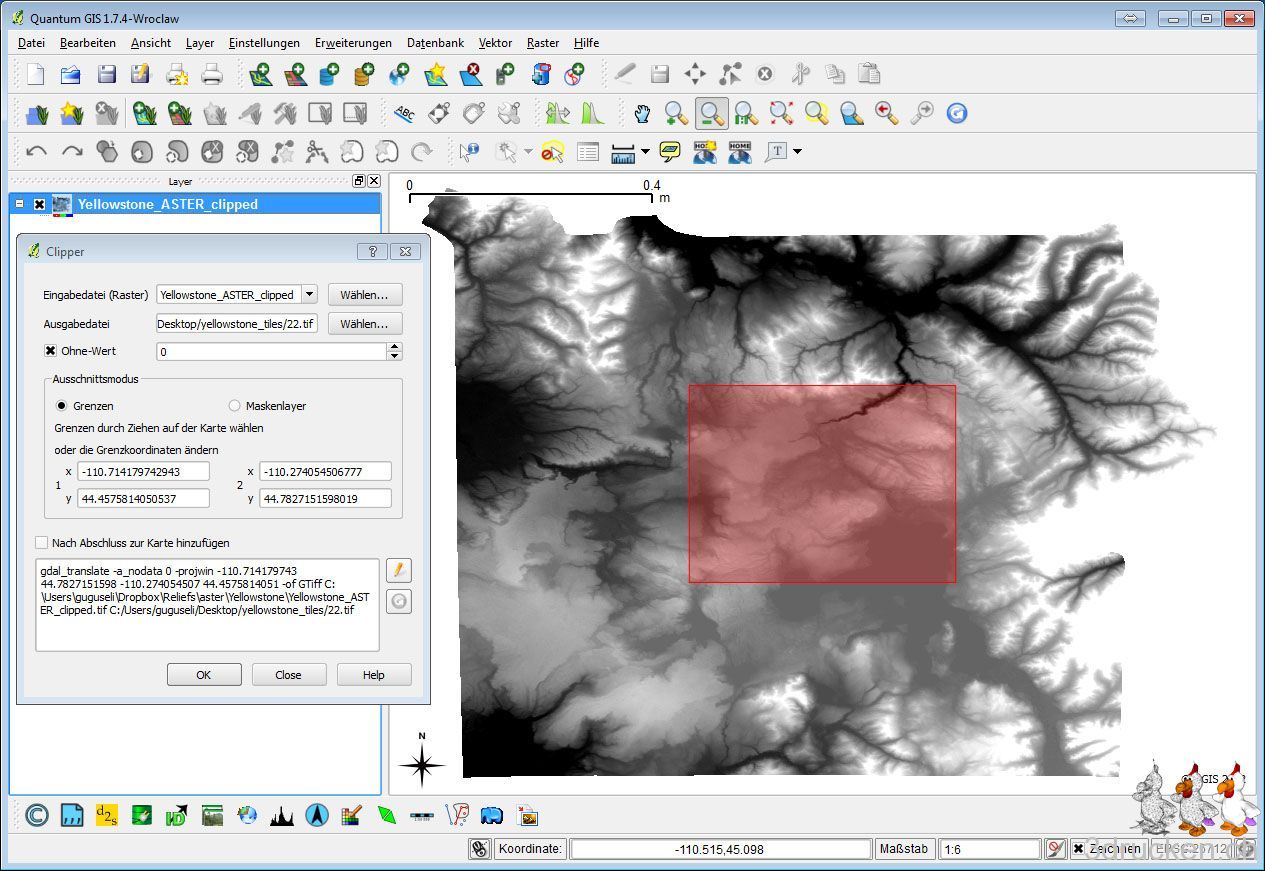
Die einzelnen Teile benennen wir 11-12-13, 21-22-23, 31-32-33. Die Ursprüngliche Ausdehnung des GeoTIFFs lesen wir aus den Metadaten, denn je nach eingestelltem Koordinatensystem in QGIS ist es gar nicht möglich, eine Fläche von Hand im Fenster zu markieren. Diese Auswahl bezieht sich jeweils auf das Koordinatensystem des Projekts. Nach dem Drucken möchten wir die 9 Einzelteile dann wieder zusammenfügen.
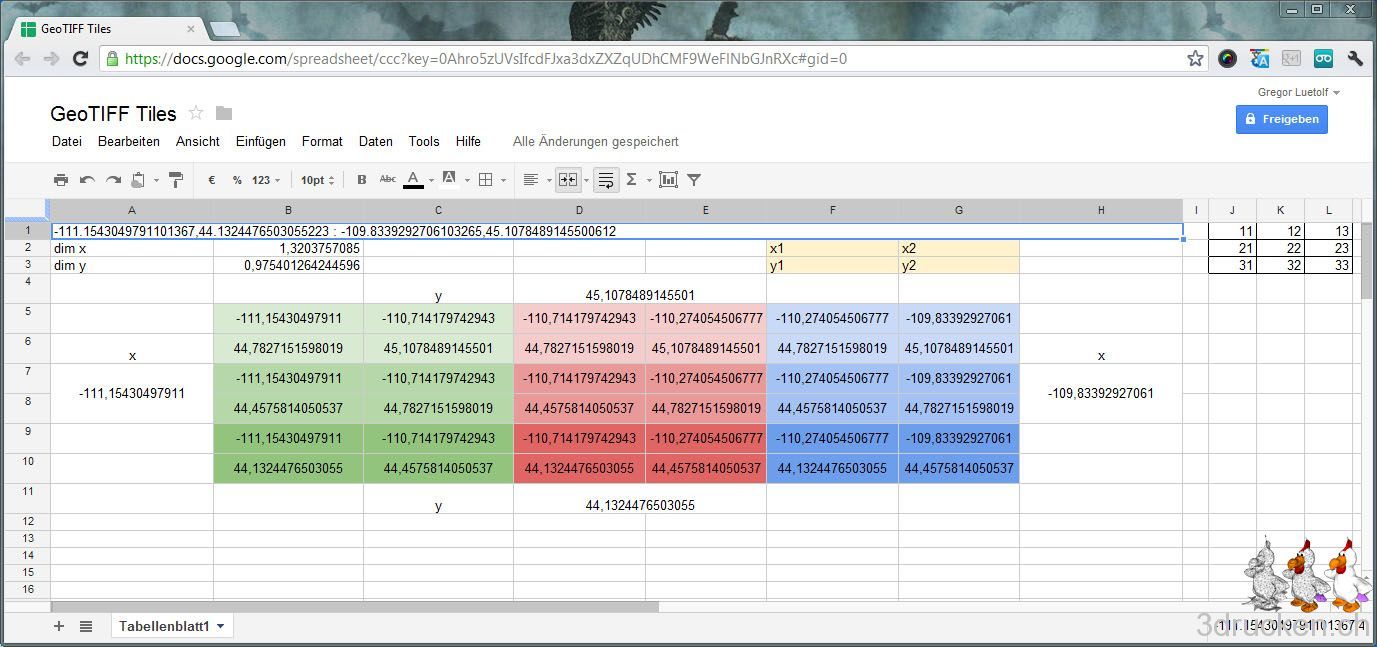
Für die Berechnung der einzelnen GeoTIFF Tiles haben wir uns ein Google Spreadsheet gebaut, welches die Werte berechnet. Zu beachten ist, dass für die Berechnung im Spreadsheet Zahlen mit Komma (,) als Dezimalzeichen benötigt werden, in den Metadaten aber Zahlen mit Punkt (.) stehen.
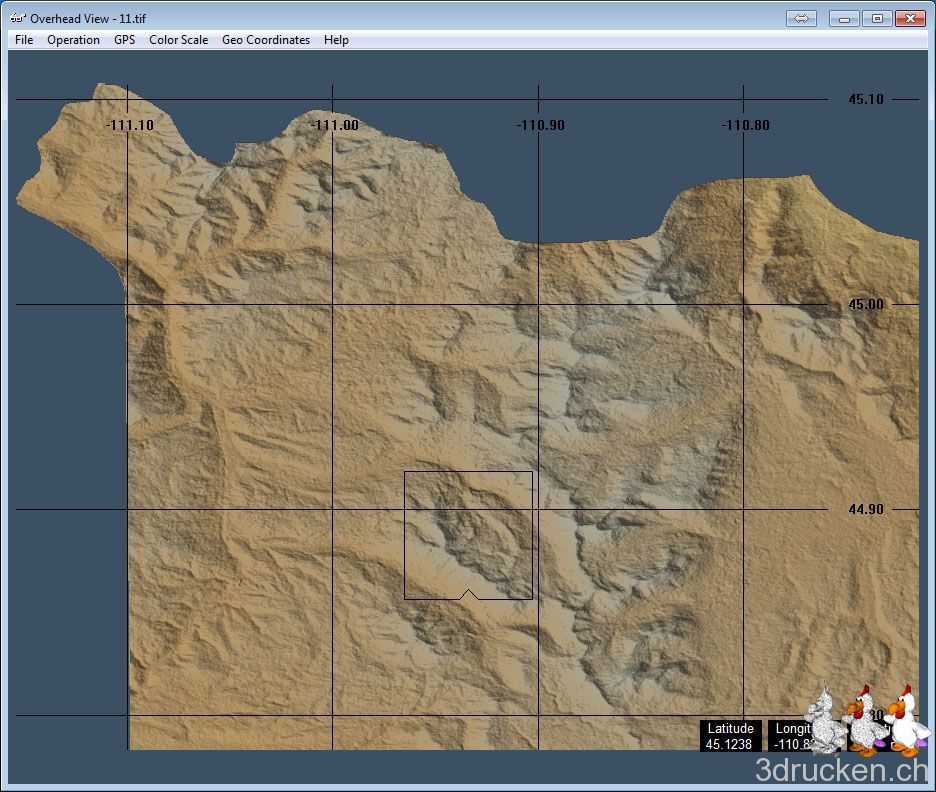
Diese Teilstücke bearbeiten wir nun wie beim kompletten GeoTIFF in diesem Blog unter Relief des Yellowstone Nationalpark aus ASTER GDEM-Daten beschrieben. Damit die Teile danach noch zusammen passen, verwenden wir überall die selben Skalierungen und Einstellungen. Als minimale Höhe nehmen wir für alle Teile 1567 müM. an, weil das die kleinste Höhe des kompletten GeoTIFFs ist. Das bedeutet danach, wir müssen in AccuTrans 3D bei der Umwandlung in eine 3D-Oberfläche alle Werte mit und unter 1567 wegfallen lassen.
Wir skalieren jedes Einzelteil auf ca. 10 x 10 cm. Da die Teile in x-Richtung grösser sind, berechnen wir entsprechend den Skalierungsfaktor von 0.002108376. Anschliessend überhöhen das Modell absichtlich um 200 %, damit man mehr erkennen kann. Beim Extrude ist dann die Thickness entsprechend auf eine Referenzhöhe in mm zu berechnen. Dazu am besten den angegebenen Min Z-Wert nach Thickness kopieren und so Extruden, das ergibt dann für alle Teile die selbe Höhe für den gemeinsamen Boden von ursprünglich der Meereshöhe. Zum Schluss kann vor oder beim Export das Modell um X 90° gedreht (Y-Achse muss nach unten zeigen), und die Fläche schön mit Set Min at 0.0.0 auf Tischniveau zum Drucken gesenkt werden.
Somit ergibt sich dann für unser erstes Teil eine Dicke von ziemlich genau 14 mm. Davon entfällt die Hälfte (6.6 mm) auf den Sockel. Für die gesamte Höheninformation bleiben also auch nach dem Aufteilen in 9 Teilstücke lediglich 7.4mm. Entspricht ca. 30 Schichten bei 0.25 mm, oder 60 bei 0.125 mm Schichtdicke beim Drucken. Trotzdem schon eine Verbesserung im Vergleich zum kompletten Relief auf 20 x 20 cm skaliert, da beträgt die Höhendifferenz auf der gesamten Fläche gerade mal 2.6 mm. Wir konnten die Auflösung in der Höhe dadurch also fast um das 3x erhöhen. Hinzu kommt, dass 20 x 20 cm Fläche mit unserem Drucker eh sehr schwierig zu realisieren wären.
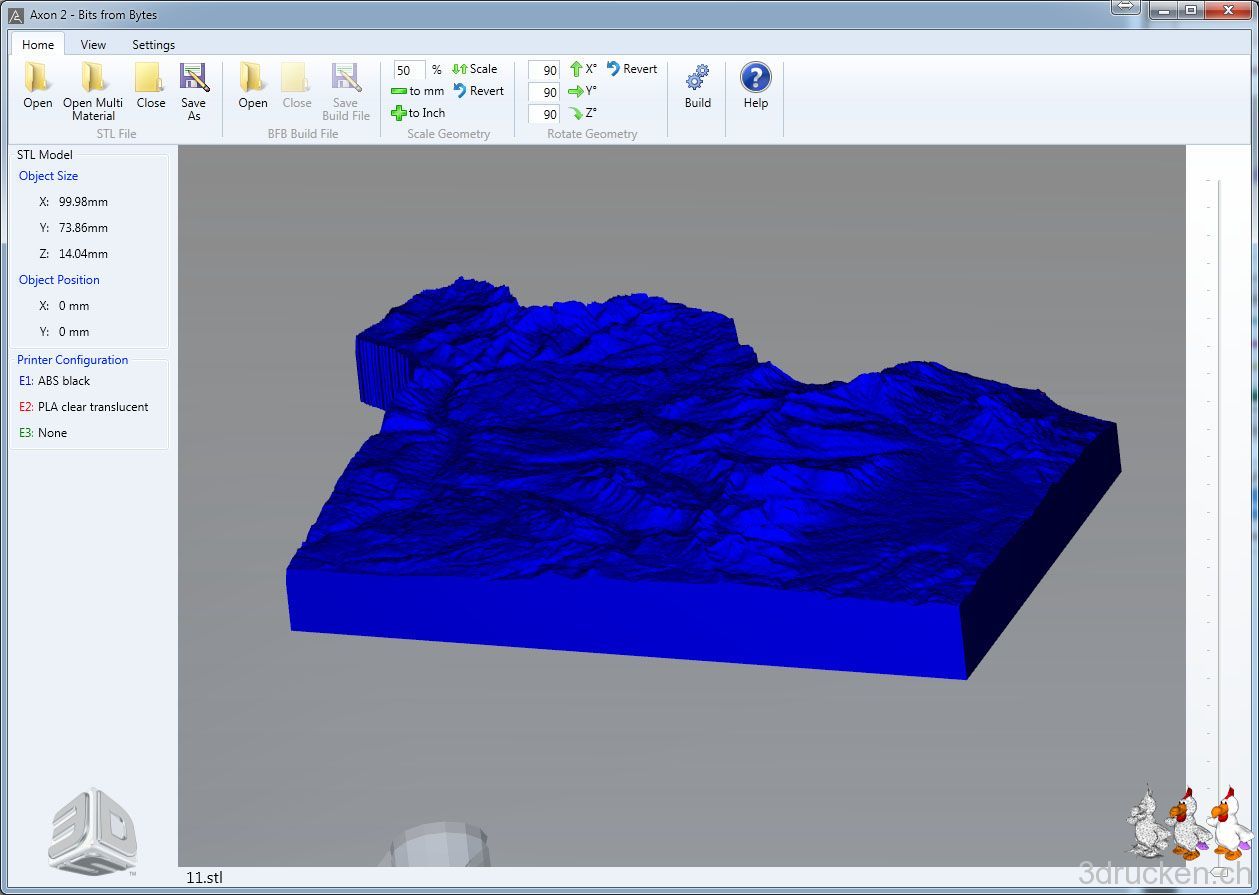
Wir exportieren das Modellteil 11 als STL und öffnen es in Axon 2, um es für den Druck vorzubereiten. Hochkant auf einer Schnittkante stehend, Schichtdicke 0.125 mm, Material PLA, Infill 10 %.
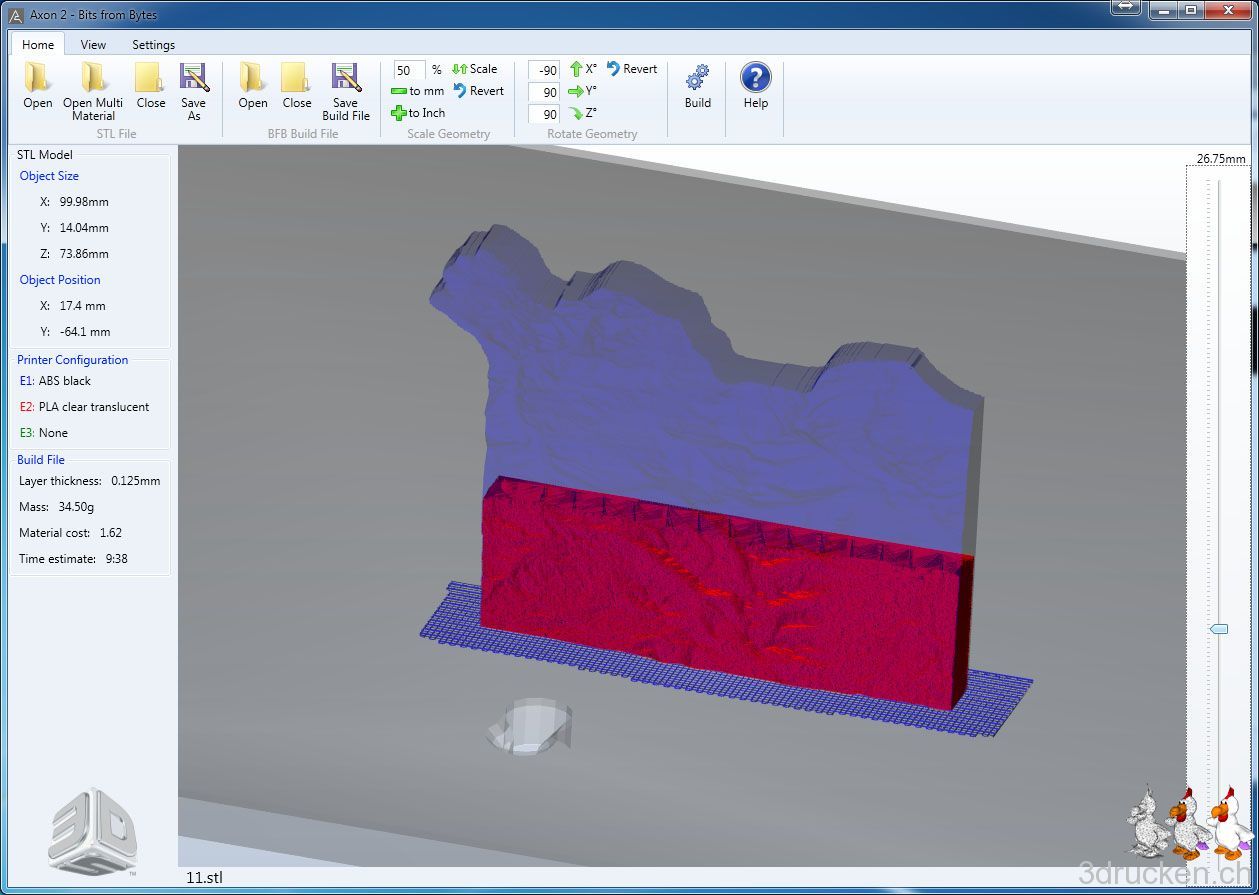
Klappt das mit dem Druck, können wir auch die anderen Teile verarbeiten und anschliessend Drucken. Voraussetzung, wir finden genügend Zeit dazu. Jedes der 9 Teile soll ca. 10 h Druckzeit benötigen. Wir denken bereits über 0.25 mm-Schichten nach, oder darüber, das Modell doch flach liegend zu drucken… wenn der Drucker nur schneller und dabei trotzdem genau arbeiten würde…
Druckzeiten (geschätzt von Axon 2):
0.125 mm Schichten
– Aufrecht stehend: 10 h
– Flach liegend: 8 h
0.25 mm
– Aufrecht stehend: 4 h 35 min
– Flach liegend: 4 h 15 min
ASTER GDEM is a product of METI and NASA.

Kommentare